1. Crack of threaded connecting pipe fittings
(1)Phenomena and legends
The pipe fittings cracked and were damaged after tightening (see picture below).

Sample display
(2) Harm
Cracked pipe fittings will cause them to be scrapped and increase construction costs; if not replaced, gas leakage will occur.
(3) Cause analysis
1) The pipe thread processing thread is shallow;
2) The pipe fittings are tightened too much and use too much force. Use larger pipe wrench;
3) The quality of the pipe fittings is poor, the internal threads are not smooth, the thread section is not concentric with the pipe fittings, and the pipe wall on one side is thin.
(4) Prevention and control measures
1) When threading the pipe, try tightening it with a pipe fitting. The tightness is generally 2 to 3 threads when manually tightened; if it is too tight or cannot be tightened, adjust the feed amount again and process the thread until it is suitable;
2) When installing pipe fittings, use pipe wrench that matches the size of the pipe fitting. Do not install a sleeve on the handle of the pipe wrench to increase the handle and tighten the pipe fitting; the pipe fitting is screwed on by hand first, and then tightened by the pipe wrench. Apply even force during the tightening process. , you can touch the surface of the pipe with your hands, stop immediately if you feel obvious heat;
3) Strengthen the quality inspection of pipe fittings, focusing on the appearance quality of pipe fittings, wall thickness of pipe fittings, and length of internal threads. Use of pipe fittings that do not meet the requirements is strictly prohibited.
2. The exposed thread of the threaded connection is too long
(1) Phenomenon and legend
The exposed thread of the thread fastener reaches 4~5 teeth (see the picture below).
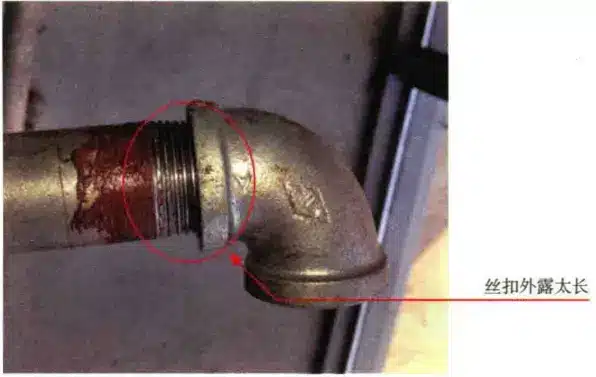
Sample display
(2) Harm
The damaged length of the galvanized layer is increased, and the exposed parts are easy to rust and break, affecting the service life of the pipeline.
(3) Cause analysis
1) The operator is not clear about the requirements for threaded teeth;
2) Sampling inspection of the processed parts is not carried out;
3) The thread processing thread is too long, and the threaded part of the pipe fitting is too short;
4) The quality of the pipe fitting is not up to standard, and the internal thread is short.
(4) Prevention and control measures
1) Strengthen technical training before taking up the job, so that operators can understand the pipe connection requirements. Generally, threads have 1 to 2 teeth exposed.
2) Determine the thread processing length according to the pipe diameter; measure it when threading, or use pipe fittings to test the matching degree of the thread and pipe fittings.
3) If there are no specific regulations on the processing length and number of threads of pipe threads, they can be processed according to Table 2.1.8.
4) Strengthen the on-site inspection of pipe fittings, focusing on measuring the length and concentricity of the internal threads of pipe fittings. Use of pipe fittings that do not meet quality requirements is strictly prohibited.
3. The exposed threads of threaded connections are not processed
(1)Phenomena and legends
The exposed thread lead oil or PTFE tape on the thread surface has not been removed, and the exposed threads have not been painted with paint (see the picture below).
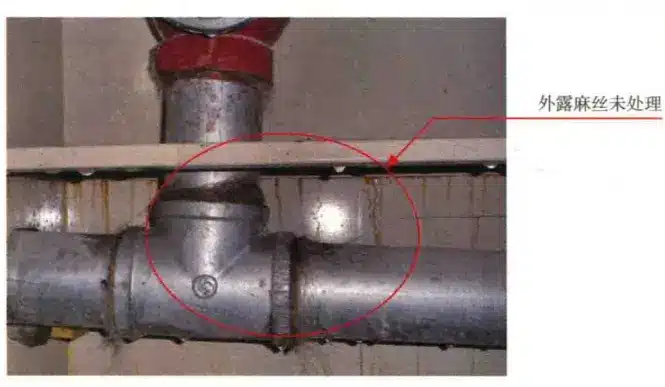
Sample display
(2) Harm
1) Affects the visual quality. Small leaks during pipeline hydraulic pressure tests are easily covered, leaving hidden dangers for future operations;
2) The exposed threads are not painted with anti-corrosion paint, resulting in corrosion, resulting in seal failure and affecting the service life of the pipeline.
(3) Cause analysis
1) There is too much winding sealing filler, and the construction personnel ignore the cleaning work after the pipeline is connected;
2) The construction workers do not understand the dangers of corrosion on exposed threads, and the person responsible for the cleanup work is not clear;
3) It is unilaterally believed that the exposed filler can also play a role in anti-rust protection.
(4) Prevention and control measures
1) The winding thickness of the sealing packing should be moderate and the direction should be correct. Generally, three layers of tetrafluoroethylene raw material tape are wound and two layers of hemp silk packing are wound. The excess packing should be removed in time after the pipe is connected;
2) The person responsible for implementing the above clean-up work, generally whoever is doing the construction is responsible for the clean-up;
3) After the pipeline passes the pressure test, the exposed threads should be painted with anti-rust paint.